 总结了不锈钢复合板钢煤斗的焊接施工技术要点。
总结了不锈钢复合板钢煤斗的焊接施工技术要点。
关键词:不锈钢复合板煤斗;焊接;技术;管理
中图分类号:TG457.5 文献标识码:A
传统的燃煤发电厂钢煤斗材料为碳钢Q235和Q345,后来在钢煤斗锥筒段内壁增加2mm~3mm厚的不锈钢板,以提高钢煤斗的耐磨性和抗腐蚀性。钢煤斗锥筒段采用不锈钢复合板,其优点是基层承受荷载,复层耐磨,材料性能得到充分发挥,节约材料,是未来的发展方向。本文以茂名电厂7#机为例阐述不锈钢复合板煤斗焊接。
1 工程及材料介绍
茂名电厂7#机工程由广东电力设计研究院设计,煤仓间钢煤斗共6个,位于C~D列的2~8轴之间。每个钢煤斗由16个支座底板支撑,支座节为30mm(Q235B)钢板的直筒体,高度2.9m,底面标高为27.97m。支座节上节为10mm (Q235B)钢板的直筒体,高度为5.6m,顶面标高36.47m。支座节上口以下300mm处与锥体角焊缝连接,锥筒段采用12mm不锈钢复合板制作,高度为4.87m,底面标高为25.70m。煤斗上口直径9.4m,下口直径4.86m,总高度10.77m。钢煤斗锥筒段之间连接采用对接焊方式。钢煤斗锥筒段为不锈钢复合板,基层材料为10mm Q235B,主要用来保证钢材的强度;复层金属为不锈钢2mm 1Cr13,防止腐蚀的作用。
不锈钢复合板钢煤斗焊接特点:不锈钢复合板煤斗锥筒段基层材料的焊接为同种碳素钢之间的焊接,复层金属为同种不锈钢之间的焊接。钢煤斗基层和复层之间为异种材料的焊接。异种钢焊接接头的焊缝区,其熔池的化学成份和焊缝区不同,形成过渡层,虽然过渡层在整个焊缝金属中所占的比例很少,但对整个焊缝的焊接性能的影响很大。
过渡层的金属稀释及性能变化:施焊时,由于在异种钢焊接接头的焊缝区,产生了碳迁移,即在碳素钢的一侧产生脱碳层,称为金属稀释。由于金属稀释,使焊缝中奥氏体形成元素Cr、Ni含量减少,产生淬硬的马氏体组织,由于钢煤斗在工作过程中煤粒与内壁摩擦产生高温,会进一步加剧其脆性的发展程度。过渡层在很多方面存在差异,例如化学成分、物理性能以及金相组织。性能的巨大差异集中了产生应力,焊缝的强度以及塑性被大幅度降低。同时过渡层的界面膨胀系数的差异导致了残余应力的出现,不锈钢复合板焊缝区会受到影响而产生应力腐蚀裂纹。
由于过渡层的这些特点,在过渡层焊接时,应该采取合理的工艺措施,减少碳迁移,减少合金元素的稀释和烧损。
2 焊接工艺
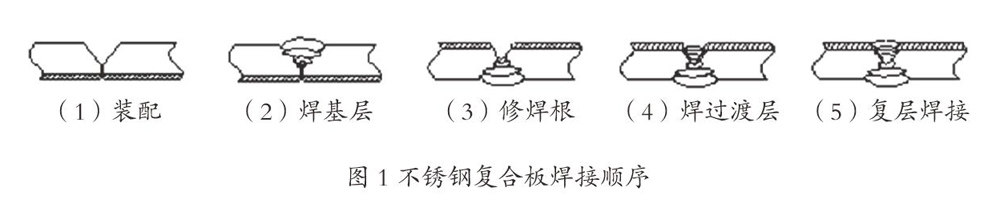
2.1 钢煤斗锥筒段施工工艺流程:组装→点焊→预热→基层(外口)施焊→背部清根→过渡层(里口)施焊 →复层(里口)焊接→焊后热处理→自检/专检→无损检验 ,如图1所示。
2.2 焊接工艺认可试验:根据施工图和规范要求,采用相同的不锈钢复合板、焊接施工环境条件、材料、设备、方法、焊接坡口(相同的坡口间隙、钝边、坡口角度)进行焊接工艺试验。焊接试板应进行拉伸、弯曲、冲击试验,并满足规范要求。
2.3 焊接材料的选用
焊缝的组织和性能在很大程度上取决于焊接材料。焊接材料的选用须在确保焊接结构安全、可靠使用的前提下,根据被焊材料的化学成分、力学性能、板厚及接头形式、焊接结构特点、受力状态、结构使用条件对焊缝性能的要求、焊接施工条件和技术经济效益等综合评价。基层碳钢之间的焊接采用E4303焊条。复层同种不锈钢的焊接选用A307焊条。为了对Cr、Ni等在稀释作用下降低的合金元素进行补偿,需要焊接过渡层,因此要慎重选择不锈钢复合板过渡层所用的焊接材料,从而将复层焊缝中的合金成分维持在原有的程度。不锈钢焊缝中的合金成分在过渡层焊接的过程中,由于基层钢结构局部出现了熔化现象所以有所降低,并且例如Ni、Cr等合金元素会被烧损,这样一来不锈钢焊缝中的含碳量就会由于合金元素含量的降低而增加,导致不锈钢焊缝中形成马氏体组织,其硬而脆的特征对于焊接接头的耐腐蚀性、韧性以及塑性都带来很大的影响。所以在实际的施工中选用的焊接材料要含有较高的合金元素,含碳量要低,这样才能对损失的合金元素进行补偿,保持过度层的合金性能合理,同时出于抗裂性的考虑要对焊缝的稀释率进行控制。在正常的焊接参数下,得到双相组织的焊缝,避免产生大量马氏体组织和焊接冷裂纹。采用A307焊条。
2.4 坡口形式:V型坡口,由不锈钢复合板厂家用刨边机加工坡口。
2.5 焊接方法:采用手工电弧焊(D)。手工焊操作简便,焊熔合比小,稀释率低,焊接扩散小,可减小过渡层厚度。
2.6 锥筒段现场焊接
煤斗组装时定位焊应在基层一侧,不得在复层及在随后一层焊道上引弧。应防止飞溅物玷污复层材料表层。
锥筒段焊接分三个步骤:①焊接基层,在焊接过程中应从引弧板开始施焊,收弧板上结束。基层焊接时第一层必须使用小规范(电流100A~130A)操作,保证基层焊缝不会熔化到过渡层去,避免不锈钢中的Cr、Ni等成分在稀释作用下进入碳素钢焊缝,硬化形成马氏体组织;同时要采用二人对称施焊的方法来进行每一个焊缝接头的焊接工作,这样可以起到防止焊接变形的作用,焊接方向由中间向两边施焊并与前一层相反,每层焊接接头应错开15mm~20mm。基层焊接完成以后,采用机加工式磨削的方法进行清根,焊缝使用角磨机来进行机械打磨,将焊缝表面的渗碳清理干净直到露出金属光泽,防止表层因碳化严重产生裂纹。②在过渡层的焊接中尤其要注意熔深要尽量浅,尽量避免基层材料稀释耐熔敷金属,对于这个阶段的焊接工作来说,实质上就是将耐蚀金属堆焊在基层材料上。在保证可以焊透的前提下施焊时候尽量选用小直径的焊条和小电流反极性。③复层的焊接无需预热,选用较小的焊接热输入和电流快速焊接,准备冷却措施在必要的时候使用,将焊缝池温度停留在400℃~850℃的温度区间的时间尽量减少,防止焊缝产生奥氏体晶界局部贫铬,析出σ脆性相,产生475℃脆性,这样对焊缝金属的力学性能和抗晶间腐蚀性能都有了良好的保证。焊接后应彻底清理焊渣。所有对接焊缝均应焊透,质量等级为二级(超声波探伤抽检比例为20%),其余角焊缝为三级。
2.7 焊后热处理:一般来说不锈钢复合板没必要进行焊后热处理这一步骤,如果有特殊情况需要进行的时候,需要注意的是防止焊接接头以及复层母材料中析出铬碳化物以及形成σ相。焊后热处理的温度应该进行控制,保持在不锈钢的敏化温度区间之内,采用“低温长时”的热处理方法,也就是将热处理的温度适当降低一点,但是延长处理的时间,对不锈钢的耐腐蚀性能进行了一定保护,避免产生晶间腐蚀裂纹。
2.8 焊接要求及注意事项:①焊接场所应搭设防风、雨、雪、寒的遮棚;②煤斗组装控制错边量,不锈钢复合板错边对焊接影响很大(错边量过大时,碳钢很容易渗入不锈钢焊缝中,以致焊后产生裂纹或焊后复层焊缝生锈),因此应在装配时严格控制坡口的错边量,是保证其强度和耐腐蚀性能的一个关键。(a)严格按照锥体展开尺寸计算长度下料,保证下料尺寸准确;(b)保证锥筒节卷圆质量控制圆度;(c)坡口形式尺寸标注以复层为基准,确保错边量不超标;(d)组对时以复层为基准,防止复层错边量超标。③坡口应打磨干净,焊缝表面光洁,无尖锐缺口,严禁不锈钢渗碳。 组装固定后再施焊,以防产生变形和附加应力。
2.9 焊接施工管理:进行焊接工艺评定并编制焊接施工作业指导书,焊接时严格执行工艺技术规程。加强焊工管理,焊条应按要求烘焙和保温。施工过程中技术人员检查煤斗装配尺寸、焊缝坡口加工、表面处理情况、焊接规范参数、设备的运行情况,工艺执行情况、焊缝尺寸、结构变形等。质检人员应选择适当的检验控制點,发现外观不合格的焊缝在现场做出明显标记,通知焊工按工艺要求进行补焊。对重要焊缝进行超声波检测,探伤人员将超标缺陷以“焊口返修通知单”的形式传送给质检员,组织人员进行返修,保证焊接质量。
结语
经过施工的验证,此焊接技术工艺有效,能够保证焊接质量。不锈钢复合板煤斗现场焊接是关键工序,通过完善焊接施工质量保证体系,围绕工程质量主动开展管理工作,创造优质工程。
参考文献
[1]翟雪焕,原国栋.不锈钢复合板焊接技术要点[J].金属加工,2008(16).
[2]郭晶,张寿增.复合钢板焊接工艺评定[J].石油化工设备,1999(05).